
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Влияние на налягането на газ върху качеството на повърхността на лазерно рязане
2025-02-26
Технологията за лазерно рязане се използва широко в различни области поради своите предимства като висока точност и висока ефективност. Знаете ли обаче, че размерът на налягането на газ по време на лазерно рязане има решаващо влияние върху секцията за рязане?
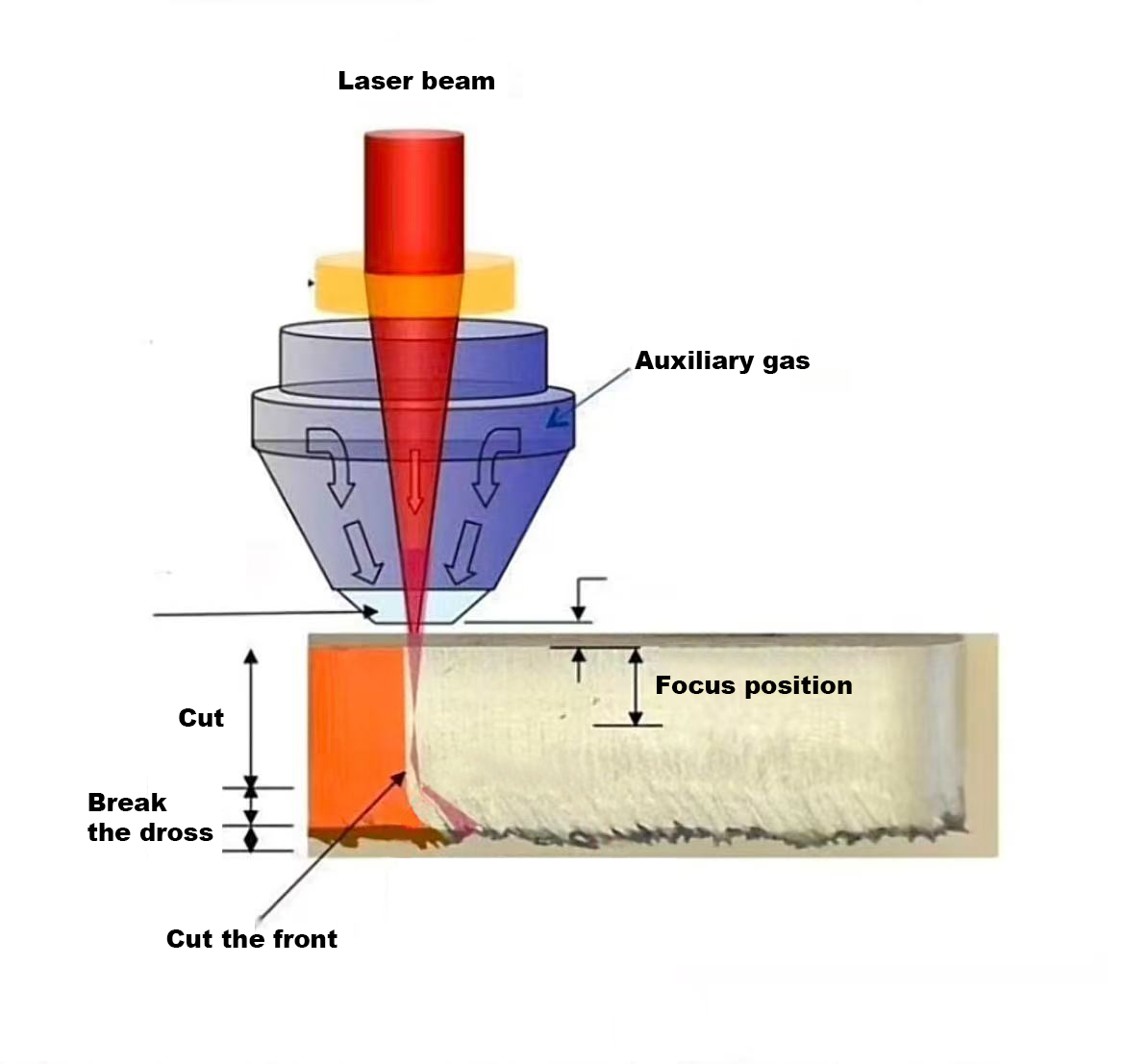
Лазерното рязане използва високата енергия на лазера, за да изпари незабавно метала и използва спомагателен газ, за да издуха шлаката на повърхността на детайла, за да завърши рязането. Режещият газ не само помага да се разсее топлината и да подпомага изгарянето, но и издухва разтопените петна, за да направи секцията за рязане гладка. Когато обаче налягането на газ се промени, секцията за рязане също ще представи различни състояния.
Когато налягането на режещия газ е твърде ниско, шлаката в процеса на рязане не може да бъде ефективно издухана, което води до някои разтопени петна, останали в долната част на детайла. След охлаждане тези остатъчни разтопени петна ще образуват бури, влияещи върху гладкостта на режещата повърхност и ще намалят качеството на рязане. В допълнение, твърде ниското налягане на газа може също да затрудни лазерния лъч да проникне в материала, да увеличи времето за перфорация и по този начин да намали ефективността на производството и скоростта на рязане. В дългосрочен план това не само ще повлияе на точността на рязане, но и ще причини разтопени петна по повърхността на детайла, като допълнително изостря проблема с качеството на рязане.

От друга страна, когато налягането на режещия газ е твърде високо, секцията за рязане може да изглежда груба и ширината на рязащия шев се увеличава. Прекомерното налягане на газа ще доведе до прекомерно издухване в зоната на рязане, което ще доведе до частично топене на повърхността на рязане, като по този начин ще се отрази на плоскостта на повърхността на рязане и затруднява образуването на идеална секция за рязане. Особено в точката на проникване, прекомерното налягане на газа ще влоши топенето, което ще доведе до по -голяма точка на топене, което допълнително ще се отрази на качеството на рязане.

В действителния процес на рязане на лазер контролът на налягането на газ трябва да бъде точно коригиран според вида, дебелината и рязането на изискванията на материала. Различните материали имат различни изисквания за налягане на газ. Например, при рязане на обикновена въглеродна стомана, необходимото налягане на газовия газ намалява сравнително с увеличаване на дебелината на материала; Докато за материалите от неръждаема стомана, налягането на газовия газ трябва да се увеличава съответно с увеличаване на дебелината на материала. Чрез разумно регулиране на налягането на газ, остатъчните разтопени петна или прекомерното топене по време на процеса на рязане могат да бъдат ефективно избегнати, като по този начин се гарантира, че режещата повърхност е гладка и фина и отговаря на производствените стандарти.

Със своята точна технология за регулиране на налягането на газа, Huawei LaserЛазерна машина за лазерно рязанеМоже автоматично да оптимизира налягането на газа според нуждите на различни материали, за да се гарантира висока ефективност и прецизност по време на процеса на рязане.



